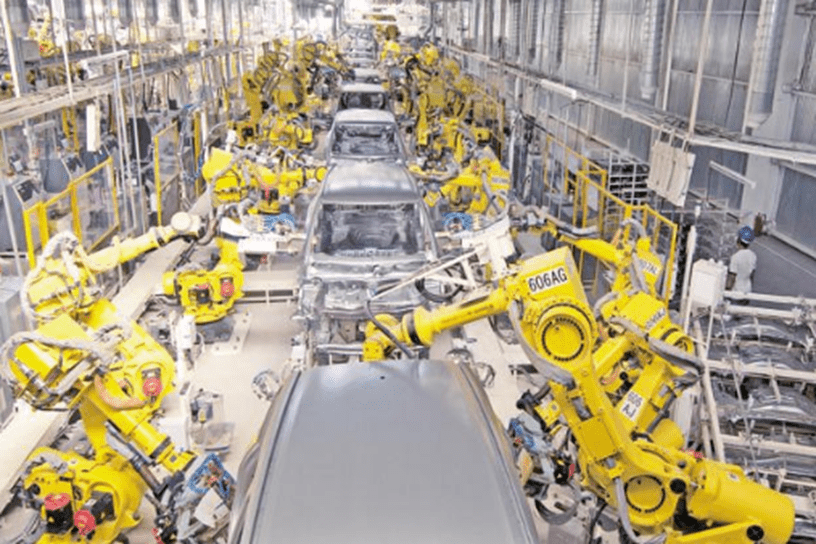
Total Under Body welding line with 30 robots,9jigs & 2 turn table.
At the loading position #3210 & #3110 parts load and final part transfer from #3226through “AP” robot.
Jobs are on the turntable & work complete button pressed ,then turn table move toward robot side & welding process is start, other job load at the operator site.
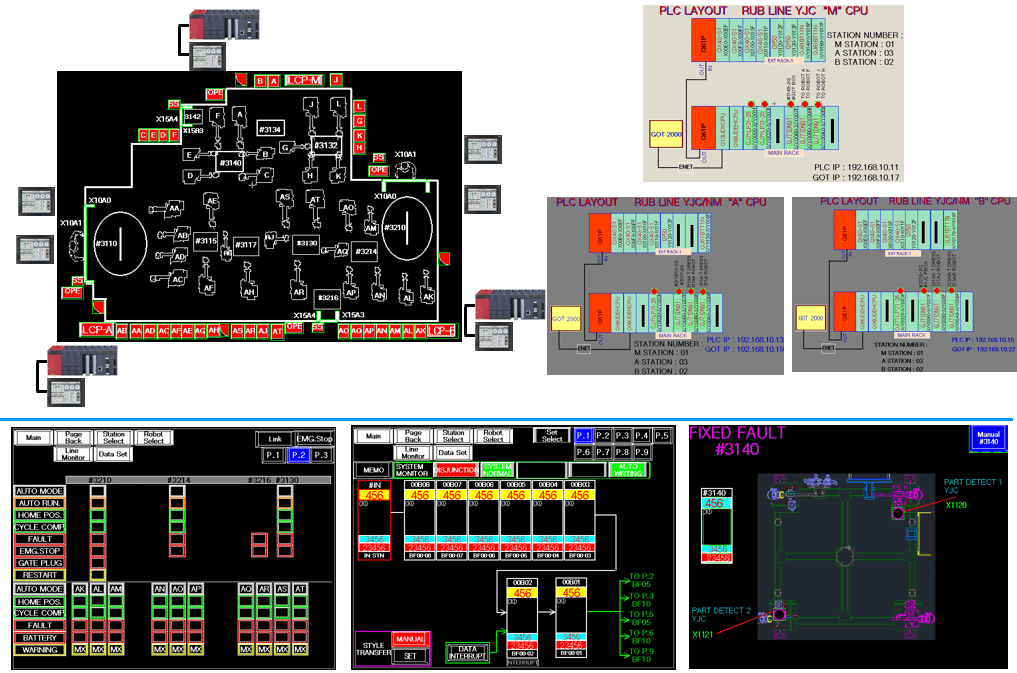
System Layout and HMI
Features
Fully automatic high speed welding line monitored by centralized server.
Centralized Maruti server stored all vehicle data
All line data feed from Maruti server to PLC on ethernet network.
All PLC communicate on the Mitsubishi Melsecnet network.
More the 500 Ios handled on Network communication.
Robots run at 100% of its speed.
100% safety and zero accident achieved with interlocking
Due faster network communication in between PLCS data shifting from one station to next is possible smoothly and faster i.e. to Robot & Jigs
PLC to PLC communicating through Melsecnet Network. PLC, Jig, turntable & robots are communicate through devicenet network.
Total 3 PLC & 7 GOT used in this line.
In case of complaint historical data helps to diagnose and improve operations.
Flexible PLC programing can leads to error diagnose and fault finding